ナイフの分類
ナイフには幾つもの分類法がある。以下に、構造分類と用途分類によって、基本的なナイフの構造と用途別の種類を紹介する。
基本構造による分類
ナイフには、刃を折り畳んでしまえる物と、鞘を必要とする物がある。前者は携帯に便利な反面、可動部があるために破損・故障する可能性があり、後者はやや携帯に難があるものの、非常に堅牢である。

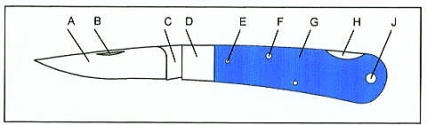
フォールディングナイフは、携帯に便利なように何らかの機構で柄に刃を格納できる構造のナイフをいうが、刃を折り畳んで収納する、日本では折り畳みナイフと呼ばれる構造のものが大多数であり、パラシュートナイフ、バタフライナイフなどその他の形式は特殊なものとされる。柄よりも刃の部分が短くないと刃先端(切っ先)が収納できないため、比較的小型の物が多い。
なお折りたたまれた刃をバネで固定するものでは、その刃を柄の溝からつまみ出すために、ブレード部分に「ネイルマーク」と呼ばれる細い半月形の刻みが入っているものが主流ではあるが、製品によっては突起で代用されているものや、更にはブレードを貫通する形で穴(サムホール)が設けられているもの(→スパイダルコ社)も見られ、折り畳み機構の構造もあいまって様々な形状の製品が製造・販売されている。
折りたたみナイフは、携帯時に不用意に開くことも使用時に不用意に閉じることも危険な事故につながるため、小型のものでは柄の背に板バネを内蔵して、ある程度の角度を境にそれぞれ刃が開く方向と閉じる方向に力を加える構造(スリップジョイント機構)を持つのが一般的である。また、大型のものでは板バネの機構に加えて、開いた刃が閉じないような機械的ロック機構を持つものも多い。
農場、船上等で労働者が使用する安価で粗野な大型実用折り畳みナイフをジャックナイフ、小型の折り畳みナイフをポケットナイフという。

ツールナイフは、刃以外にドライバーや缶切りなど、他の用途のツールブレードを持ち、付いている機能の数によって「n徳ナイフ(nは整数)」などと呼ばれる。この構造で代表的なものは、歩兵などの携帯装備として基本的な、缶切り・ドライバー・栓抜きと、メインブレード以外にツールブレードが3枚が付いているアーミーナイフであるが、しばしば一本のブレードが複数機能を持つことから、4~7徳程度の機能を持っている。例えばビクトリノックスの製品では、缶切り・栓抜きブレードとマイナスドライバー大小やワイヤーストリッパーが複合されている。
その他、ペンチやワイヤーカッター等の工具類がついているプライヤーツール、コルク抜きや釣り針外し等を持つキャンプやレジャーに便利なものなど様々な派生種類がある。赤いハンドルのスイスアーミーナイフの通称で有名なビクトリノックス社、ウェンガー社の製品には、30以上にもおよぶ機能を内蔵したものもあり、ドイツ・ゾーリンゲンに本社を置くフリードリヒ・オルバーツ社の「マイスター100」に至っては、ツールブレードを含めたブレードの数が100というものも存在している。
あ
写真はソムリエ(ワイン鑑定士)がワインの開封、抜栓に用いるソムリエナイフないしウエイターズナイフと呼ばれるもので、小ブレード、コルクスクリュー、コルク抜き梃子を持つ3徳ナイフであり、てこという特殊な利用法のために板バネを内蔵しないフリーブレード構造になっている。

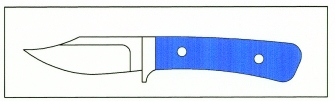
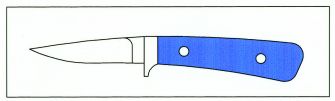
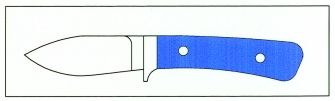
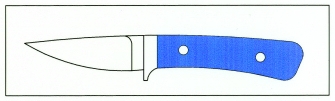
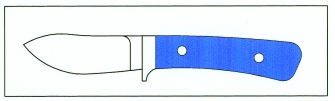
シースナイフは、折りたたみ機構を持たず、保管時に刃をシース(鞘)に収めて保護する構造のナイフ。鞘をベルト等に取り付けて、そこから取り出して使うことも出来る。堅牢性や刃渡りを必要とする用途に用いられる構造。
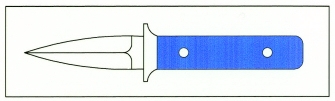
鞘を着ける位置によって違う呼び方をする場合があり、例えばブーツナイフと呼ぶ。特殊な装着位置のものには、実用的な機能の他、秘匿を目的とする、後述するファイティングナイフやダガーの類がある。
ボウイナイフは1836年のアラモ砦の戦いに守備側で参加したジェームズ・ボウイ大佐が使用したナイフを原型とする、やや大ぶりで片刃のナイフである。武器であると同時に日用品としても利用でき、一般にいうところの登山ナイフやサバイバルナイフの原型となっている。
wikipediaより転載






















 日本郵政 代引き
日本郵政 代引き

